汽车差速器是驱动轿变速箱的核心结构部件。它的作用是在向两边半轴传递动力的同时,允许两边半轴以不同的转速旋转,满足两边车轮尽可能以纯滚动的形式作不等距行驶,减少轮胎与地面的摩擦。差速器主要由左右半轴齿轮、两个行星齿轮及齿轮架组成。
差速器壳体作为行星齿轮、半轴齿轮及十字轴等的骨架。不同的车型、不同的差速器结构,其形状结构亦不相同,一般分为整体式和分体式两种结构。从加工工艺性上来说,整体式差壳加工难度更高。
乘用车差速器壳体半球面的加工,传统的加工工艺一般是通过下面两种方式实现:
1.使用特殊的伞刀去解决该位置的加工,在进入内孔时刀呈收起状态,进入内孔后打开伞刀完成加工,加工完成后收起伞刀推出加工工位。此方案无需改造设备,但单一刀具成本高,过程中投入大。
2.通过改造车床(车床+转台),用一把弯刀去实现该位置加工,转台和数控系统联动实现刀具的进入和内孔加工。此方案设备改造成本高。
传统工艺对于实现差速器壳体自动化产线的实现具有难克服和成本上升的压力。
产品创新性:
1.采用2轴的通用数控车,单机成本降低。
2.通过普通数控车和机器人联动,使弯刀进入,实现半球面的加工。
3.使用车床效率提高,减少了刀具成本。
4.只要更换工装,实现更多产品的兼容。
5.突破了关节机器人仅仅用于自动上下料的传统观念,更智能化。
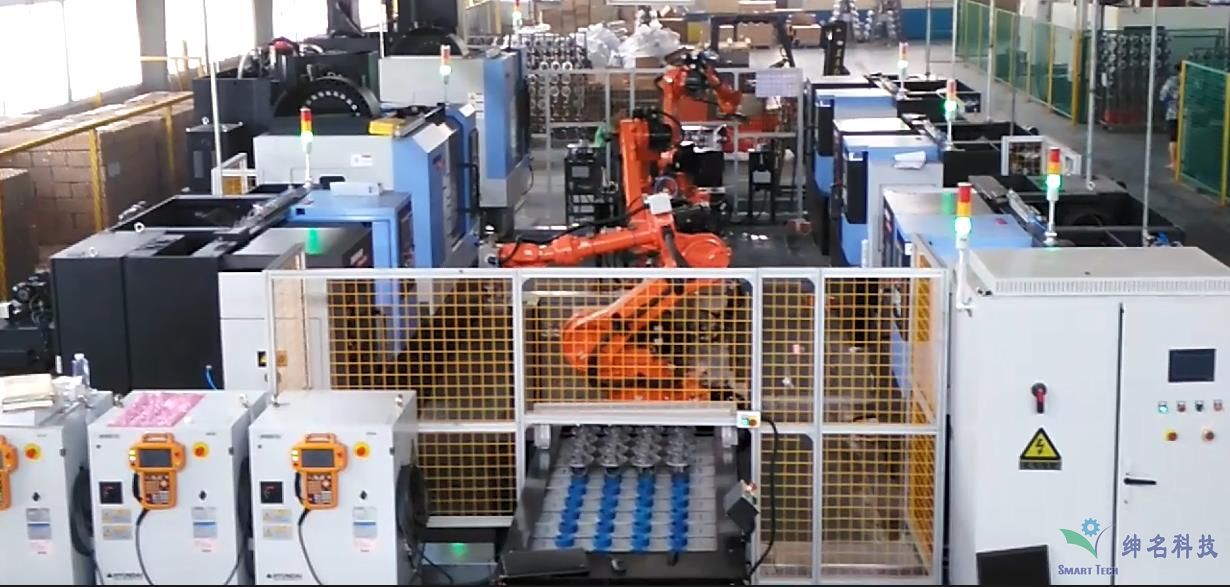
应用案例:
北京绅名科技公司设计制造的差速器壳体整线实现了自动化加工,采用关节机器人进行上下料,使用关节机器人和数控车床联动,模拟人工装卸刀具的路径,实现车削半球面的弯刀能够自动进入切削和退刀动作,突破了半球面难加工的传统工艺。其优势在于降低了设备和刀具的采购成本,提高了生产效率,实现了差速器壳体的整线自动化和无人化。